


BAND SAW BLADES CHARACTERISTICS
tooth forms
Where performs the right tooth?
Only correct choice of tooth forms allow efficient cutting with low vibration.
Four basic types are available:





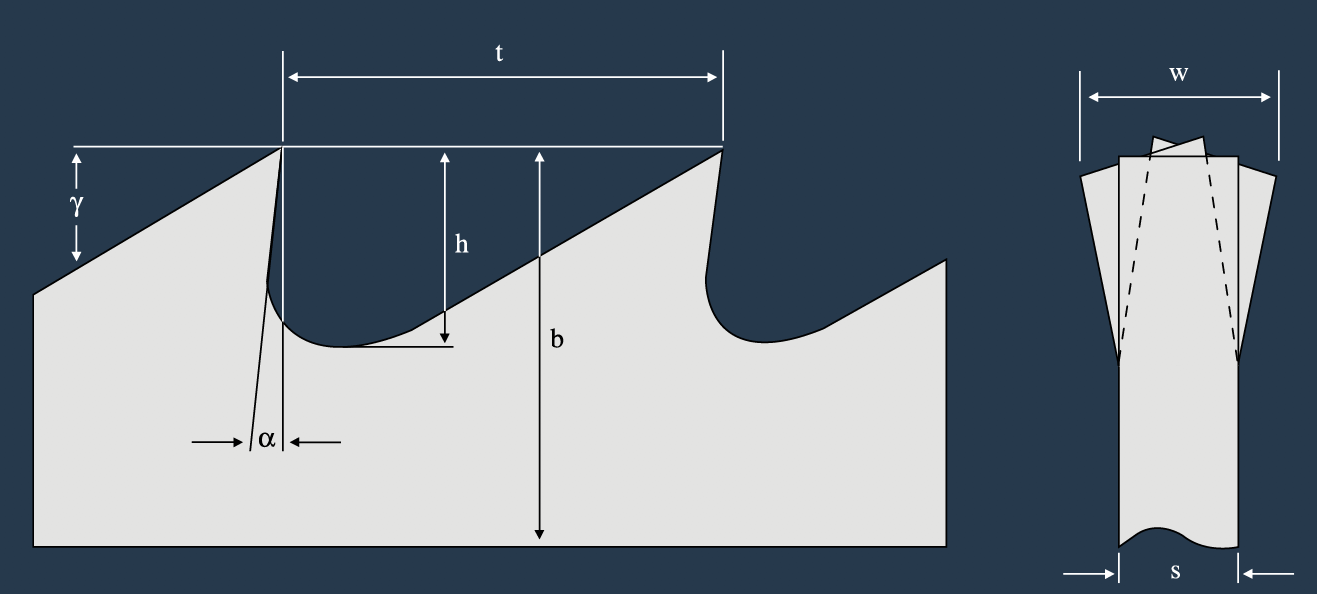
geometry
Band Saw Geometry
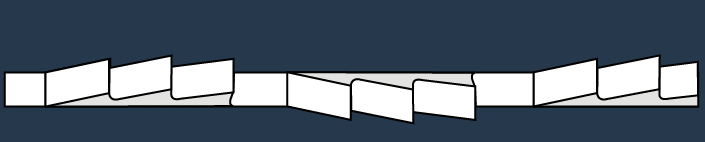
tooth set
What groups and waves can cause.
Apart from tooth pitch and tooth form the exact set is essantial for the performance of the sawblade. The correct clearance of back is achieved by the specific set for the cutting application. This is to avoid blade pinching, very important in problematic cutting jobs. Width and type of set are tuned to the cutting application:


band width
This is the mesurement from the tip of the tooth to the back of the blade. The selection of blade is conditioned by the mechanical saw itself. It is recommended to use the maximum width permitted by the machine in order to achieve maximum stability and equilibrium of forces. In cutting contours, the band width is conditioned by the radii. The relationship between widths and radii is established in the RADII TABLE.
radii table:

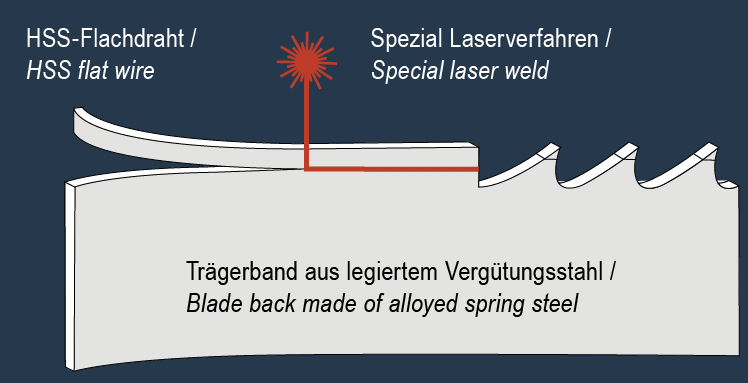
bi-metal
Why so successful?
M42
material no. 1.3247
hardness approx. 67-69 HRc
MPM
material no. 1.3207
hardness approx. 69 HRc with high tungsten- and cobalt content
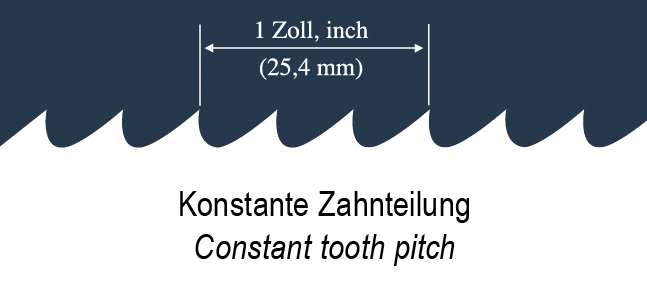
tooth pitch
Correct tooth pitch – optimum performance
Recommendation to cut solid material
The choice of the right tooth pitch can be decisive to achieve the optimum performance to cut the relevant
cross section. Choose either Standard tooth with constant tooth pitch or Variable tooth with unevenly spaced
teeth. It is advisable to use Variable tooth to cut problematic workpieces to reduce vibrations.
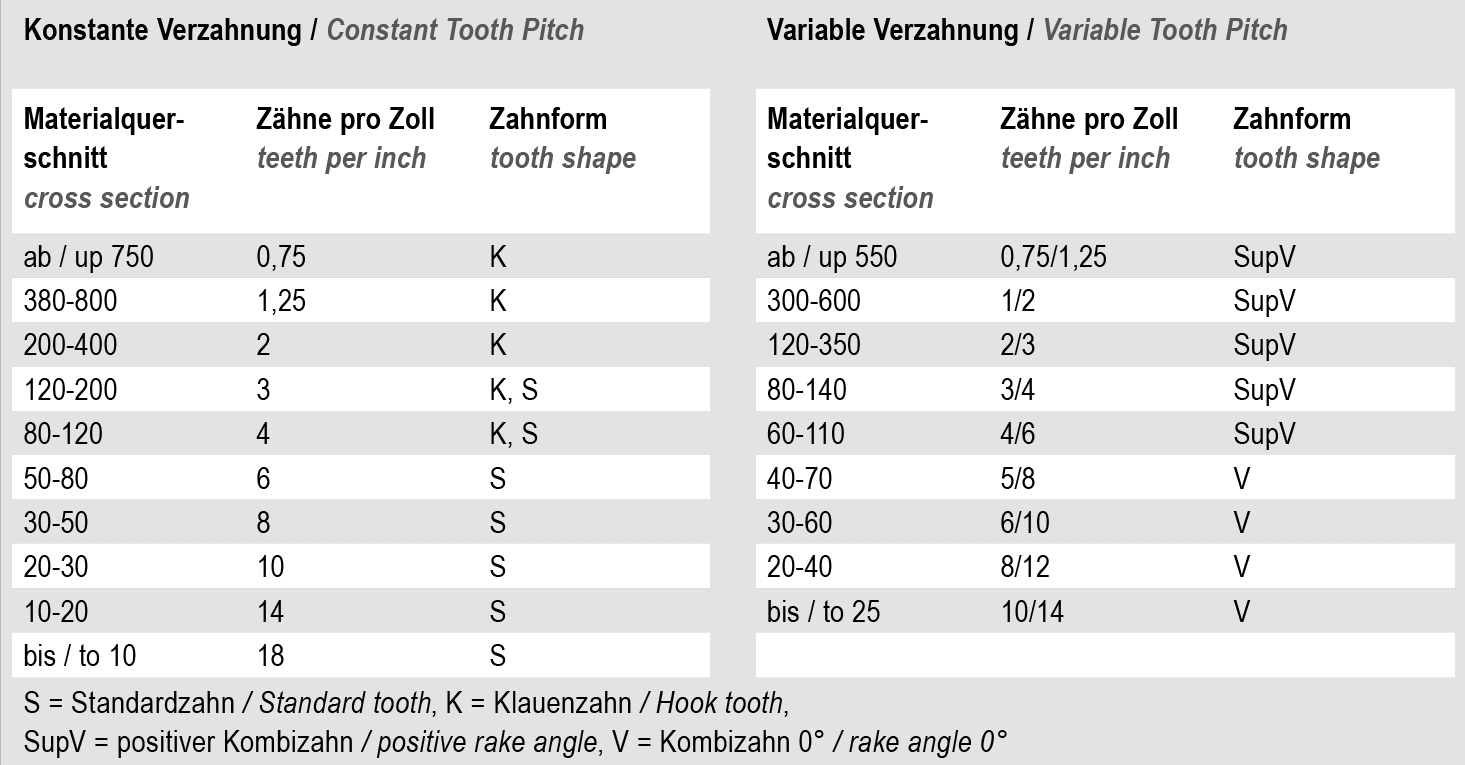
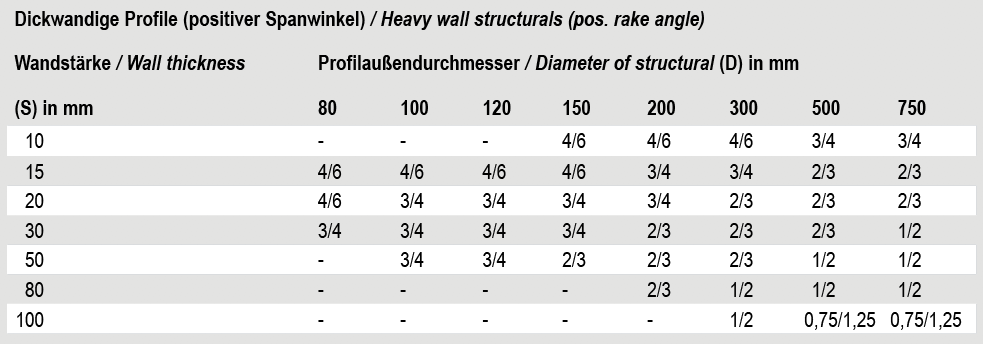
Recommendation to cut tubes and structurals
The choice of the right tooth has special influence on the cutting result on tubes and structurals. Variable tooth has proven to be the most favourable tooth form. Tooth pitches selected are depending on wall thickness and outer dimensions of tubes or structurals.The recommendation shown here refer to single cuts. If two or more tubes or square pipes are cut at a time, double wall thickness to select tooth pitch.

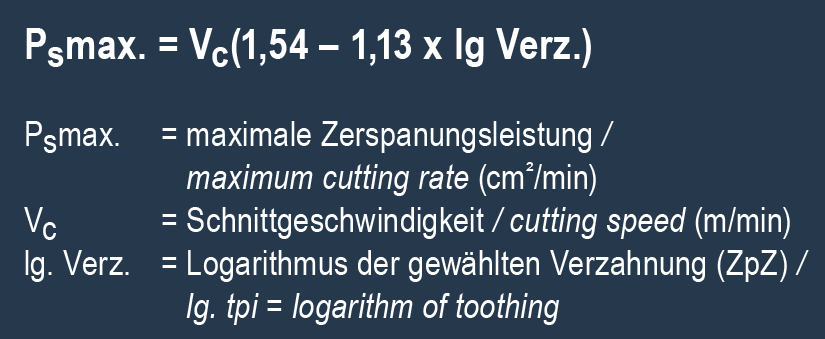
Produce best chip load with the right feed-rate.
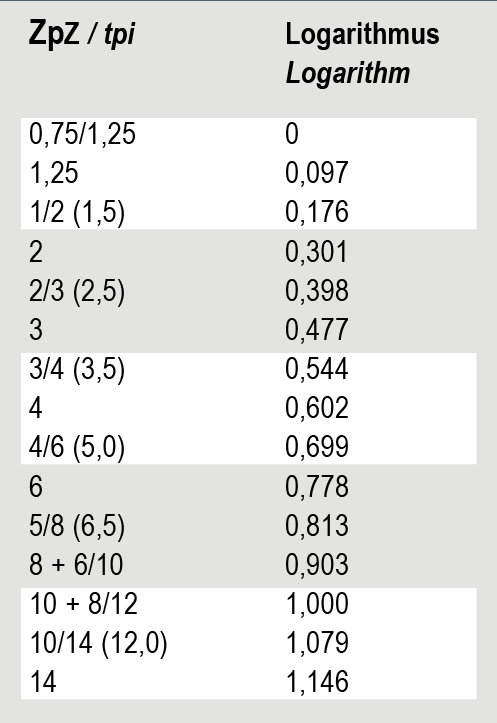
Only the perfect relation between feed rate and cutting speed provides ideal chip formation and productive cutting operation. The feed rate, converted to cutting rate (Ps in cm²/min) is calculated acc. to the following formula:
The exercise factor – short cutting times.
To evaluate calculated data for daily practic, cutting rates can be converted into cutting time.

Break-in procedures: For long blade life.
For extended blade life, less blade changes and best payback of your tool cost, special break-in procedures should be adhered to. Overload of the razor-sharp tooth tips should be avoided at the start of cutting operation. Aggressive cutting with a new blade lead to premature tooth breakages. Correct break-in will control the gentle rounding of cutting edges. Starting feed should half of final speed rate at the recommended cutting speed for the first 300 – 500 cm² cut surface.
After that, feed rate should be gradually increased for maximum cutting rate as mentioned above. Should vibrations or noises occur at the beginning of the cutting operation, cutting speed should slightly be adjusted.
© 2018 | All rights reserved.